
超聲波(bō)花邊機安裝流程
超聲波花邊機的安裝流程如下:
1、發振箱的安裝:
⑴ 將發振箱上電源電線接到220V 1P之電(diàn)源,電源插座一定要有地線腳(jiǎo)。
⑵ 機台之輸出電(diàn)線,插(chā)入發振箱(xiāng)之輸出插座並鎖緊。
⑶ 機台(tái)之控製電纜,插入(rù)發振箱之控製插(chā)座並鎖(suǒ)緊。
⑷ 注意:
a、接地線請(qǐng)確實接(jiē)“地”不可與電源“地(dì)線”連接,以防漏電,消除(chú)靜電累積。
b、安裝前必須確(què)定電源是關的及機台上的電源開關置於OFF狀態。
c、發(fā)振箱重約20Kg, 維修搬運時請小心。
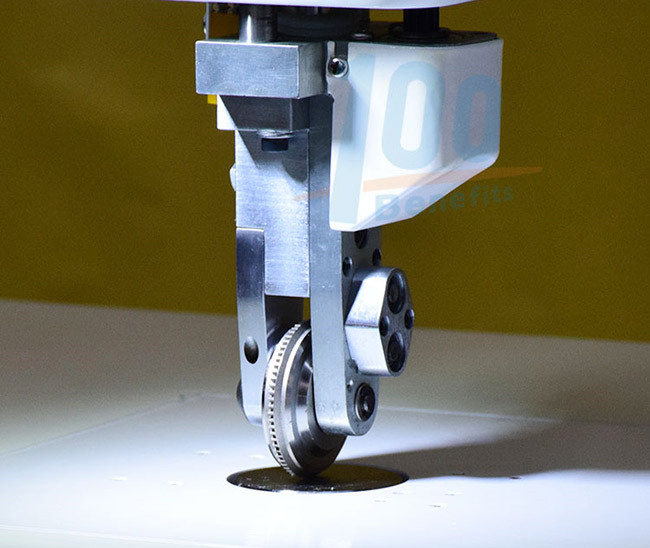
2.花輪裝卸
⑴ 按裝花輪時,須把花輪架置於上升位置,再裝上花輪,旋轉花(huā)輪使花輪端麵之軸與傳動同步輪之孔配合(hé),再將(jiāng)外花輪架裝上,並鎖緊扳手螺絲,即可把花輪放下,打開電源試轉紙(zhǐ)帶(dài)滑出之切割\切孔(kǒng)是否平均、如未(wèi)能達到均勻時,表示花輪與HORN沒有保持水平,此時擊破(pò)做花輪水(shuǐ)平調整之動作。
⑵ 花(huā)輪水平調整之程序:
a、視情況轉動(dòng)旋(xuán)鈕,可改變花輪的水平度。
b、水平調整完成後(hòu),請以六角板手固定螺絲鎖緊,防止水平度因超音波之振動而變化。
c、拆卸花輪時(shí),改變腳踏閥(fá)方向,使花輪架上升,鬆開外花(huā)輪架板手螺絲即可拆卸花(huā)輪。
3.焊頭HORN的拆裝(zhuāng):
拆卸焊頭(HORN)時先(xiān)使(shǐ)花輪升降氣缸向上後,將外花(huā)輪架及花輪拆下,再以固定板手夾住變(biàn)幅杆(CONE),以焊頭板手,勾(gōu)住焊頭(HORN),逆時(shí)針放鬆即可取下,裝回時反序行之。
注意:(1)焊頭水平度於(yú)出廠前(qián)已調妥,非經測量發現水平度傾斜,請勿任意調整。
(2)若必要時把量表置於(yú)機台上,指針(zhēn)與焊頭平麵接觸,旋轉焊頭,即可測出水平度,再返複調整螺絲,使水平度(dù)在0、01mm以下即可。
- [2021.01.25]超聲波焊切(qiē)機適用哪些(xiē)產品?
- [2021.06.02]超聲波設備隨機工具及配件一覽表
- [2021.03.10]超聲波花邊機焊頭檢查
- [2021.04.29]超聲波切布機影響熔接效果的因素
- [2021.06.02]15K超聲波(bō)塑焊機音波檢驗(yàn)程序
- [2021.04.29]超聲波(bō)切布機安裝說明
- [2021.01.30]超聲波模具的作用
- [2021.03.09]使用超聲波(bō)焊接機加工(gōng)需要考慮的因(yīn)素
- [2021.04.28]超聲波(bō)下(xià)滾機操作程序
- [2021.06.01]超聲波(bō)設備焊接狀態顯示與報警(jǐng)
- [2021.04.28]超聲波下滾機機(jī)器各部名(míng)稱及功能
- [2021.01.30]超聲波焊切機之打棗機故障問題
- [2021.06.01]小型切帶機(jī)焊頭螺絲斷裂問題(tí)
- [2021.03.09]超聲波焊切機操作原理
- [2021.04.27]超(chāo)聲波焊接機主顯示窗口功能說明
- [2021.05.30]超聲波清洗機(jī)注意事項(xiàng)
- [2021.04.27]智能型(xíng)超聲波(bō)發生器安全要求與警告
- [2021.01.30]超聲波焊切機的密封性
- [2021.05.30]超聲波衝花機操作(zuò)程序
- [2021.03.09]超聲波花邊機的產品特點





